
 科普中國公眾號
科普中國公眾號
 科普中國微博
科普中國微博
 幫助
幫助
 科普中國
科普中國 
一、基本概述
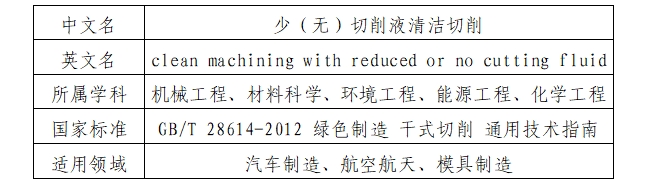
“少(無)切削液清潔切削”技術是一種聚焦于機械加工綠色化轉型的前沿制造工藝。該技術通過微量潤滑(Minimum Quantity Lubrication,MQL)策略實現切削液用量的大幅削減,或采用干切削(Dry Cutting)模式摒棄切削液的使用,有效解決傳統切削工藝中因大量使用切削液引發的環境污染與資源消耗問題,為現代機械制造領域提供可持續發展的創新路徑。
二、分類信息
三、詳細解釋
在傳統機械加工過程中,切削液被廣泛用于冷卻、潤滑和排屑,但其大量使用也帶來了生態污染、綜合成本增加及職業健康隱患等問題。面對這些挑戰,少(無)切削液清潔切削技術應運而生,推動制造業綠色轉型。該技術實現方式包括應用耐高溫刀具材料/涂層、優化工藝參數、改進機床設計以及引入高效潤滑/冷卻系統(如微量潤滑、冷風)。在保證加工質量的同時有效控制加工過程中的熱量、切屑和污染物排放問題。
與傳統工藝相比,這項技術兼具提升效率和治理環境的雙重優勢:一方面顯著縮短加工周期、降低綜合成本;另一方面則能顯著減少含油廢水、有害油霧(如PM2.5)及重金屬殘留等主要工業污染源。此外,該技術有利于提高資源利用效率,如減少水資源和化學品的消耗、便于切屑回收,并降低綜合制造成本,這些優勢使其成為助力“雙碳”戰略的重要技術手段。
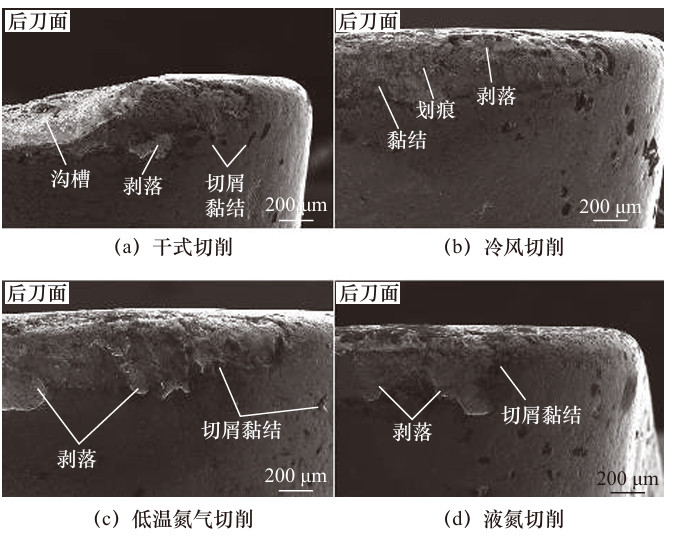
以下是幾種常見的少(無)切削液清潔切削加工方法:干切削指的是在切削加工過程中不使用任何切削液,依賴刀具材料、涂層和工藝優化。微量潤滑(MQL)切削指的是使用最小量的切削液達到最佳切削效果。目前超微潤滑工藝中潤滑劑用量僅約為傳統工藝的萬分之一。低溫切削是用液氮、液態二氧化碳等低溫介質代替普通的水冷或霧冷卻劑作為機加工冷卻劑的過程。
作為綠色制造的核心工藝引擎,其價值主要體現在“源頭減排”與“資源增效”兩方面:單臺機床可大幅減少廢液排放,工作環境中的油霧濃度被有效控制在安全標準以下;微量潤滑使用的植物油具備良好的生物降解性,干切削產生的金屬切屑可直接用于熔煉再生,顯著降低了回收過程的能耗。
四、應用領域/前景
少(無)切削液清潔切削技術正加速從機械加工中的污染源轉型為綠色制造的戰略支柱,廣泛應用于航空航天、汽車制造、醫療器械等高端制造產業,展現出強大的適應性與推動力。
在航空航天領域,結合納米強化的微量潤滑工藝,加工高溫合金葉片不僅延長刀具壽命,還保證了高表面精度;汽車行業中,“干切削+專用涂層刀具”技術,使鑄鐵缸體加工徹底擺脫對切削液的依賴,切屑回收純度極高;醫療器械制造則通過液氮低溫切削,有效避免了鈦合金骨釘熱損傷,保障了產品生物相容性無污染。
目前,在這些行業中,微量潤滑和干切削技術已替代超過90%的傳統切削液使用,不僅大幅降低石油資源消耗和含致癌物的廢液處理難度,還顯著提升了能源利用效率。工廠車間油霧濃度明顯下降,為操作工人提供了更健康的作業環境,這一優勢對醫療、電子等精密制造領域尤為關鍵。技術創新也不斷推動該技術向環保協同與高值化創新方向突破:微量潤滑工藝實現近零廢液排放,干切削結合壓縮空氣或液氮冷卻顯著降低能耗;前沿研究聚焦納米增強潤滑劑、智能霧化控制等方向,并積極探索極端環境(如真空、微重力)下的干切削機理研究,為未來制造奠定基礎。
政策層面,《中國制造2025》提出加快應用清潔高效的切削等加工工藝,實現綠色生產,為少(無)切削液技術的推廣應用提供了制度保障。對企業而言,采用這項技術能帶來顯著的經濟和環境效益:一方面,它有助于顯著降低綜合運營成本;另一方面,不僅能大幅節省切削液循環系統所需的能源消耗,更可避免石油基切削液使用過程中所產生的碳排放,該技術已成為推動工業領域實現低碳轉型的重要支撐。
未來,少(無)切削液清潔切削技術將向“零污染、零風險、零碳工序”目標躍遷。隨著智能涂層、長效潤滑介質等關鍵技術的突破,該技術不僅將進一步鞏固在半導體、核聚變材料等高端制造領域的優勢,更將通過“生物潤滑劑-再生能源”循環模式,開拓更廣闊的市場空間。
五、綠色應用難點
少(無)切削液清潔切削技術盡管優勢顯著,但其仍面臨著多個技術與應用瓶頸。
在技術層面,如缺乏切削液冷卻與潤滑,容易導致切削熱積聚、刀具磨損加快、工件表面質量下降。干切削和微量潤滑對刀具材料、涂層和加工參數控制要求更高,加工精度穩定性難以保障,尤其在難加工材料和復雜結構件中應用受限。
其次是設備與成本障礙。現有機床多為傳統濕切設計,改造成本高,同時微量潤滑系統復雜、維護要求高,增加了企業初期投入與運營難度。
再者是推廣與標準化不足。目前缺乏統一的行業工藝標準與效益評估體系,使企業在實施過程中缺乏明確的技術指引和政策激勵。此外,技術人才缺口和培訓難度,也限制了該技術的大規模落地。
少(無)切削液技術通過源頭減廢和資源增效支撐“雙碳”目標,但仍需解決刀具適應性(難加工材料刀具壽命波動)、工藝標準化(參數動態優化)及初期成本(微量潤滑系統改造成本)問題。政策驅動中則需配套細分行業技術導則,加速規模化應用。
本詞條貢獻者:
董文鈞 北京科技大學材料科學與工程學院教授
本詞條審核專家:
吳吉明 中國工程師聯合體學術委員會委員、中國土木工程學會科普專家委員會特邀專家,北京土木建筑學會常務副秘書長,高級工程師
參考來源:
[1]荊成利,鄭光明,王成,等.清潔高速硬切削模具鋼的仿真與試驗研究[J].現代制造工程,2023(4):110-115.
來源: 科普中國
內容資源由項目單位提供
