
 科普中國公眾號
科普中國公眾號
 科普中國微博
科普中國微博
 幫助
幫助
 封崇崇
封崇崇 
一、引言
炮彈作為一種重要的彈藥,在現代戰爭和軍事防御中起著關鍵作用。其制造工藝涉及多個復雜的環節,其中機械加工工藝尤為重要。機械加工能夠確保炮彈的尺寸精度、形狀精度以及表面質量等各項性能指標符合嚴格的要求,從而保障炮彈在發射和飛行過程中的穩定性、準確性與可靠性。本文將深入探討炮彈制造過程中的機械加工工藝,包括毛坯制造、車削加工、銑削加工、鉆孔與鏜孔加工、磨削加工以及熱處理與表面處理等環節,詳細闡述各工藝的具體操作、適用范圍、精度控制方法以及對炮彈性能的影響。

內裝干擾機的通信干擾彈
二、炮彈制造概述
炮彈通常由彈丸、藥筒、發射藥、引信等部分組成。彈丸是直接對目標產生殺傷或破壞作用的部分,其結構和性能直接影響炮彈的威力和精度。藥筒則用于容納發射藥,并在發射時提供一定的氣密性和支撐力。發射藥燃燒產生的高溫高壓氣體推動彈丸運動。引信負責控制炮彈的起爆時機,使其在合適的位置爆炸,以達到最佳的殺傷效果。
炮彈制造具有以下特點:首先,對精度要求極高,無論是彈丸的外形尺寸、藥筒的內徑與壁厚,還是各部件之間的配合精度,都必須控制在極小的公差范圍內,以確保炮彈的飛行穩定性和射擊精度。其次,炮彈在發射時要承受巨大的壓力和高溫,因此對材料的強度、韌性和耐熱性等性能有嚴格要求,通常選用高強度合金鋼等特殊材料。再者,炮彈制造涉及大量的批量生產,為了滿足軍事需求,需要高效的生產工藝和質量控制體系,以保證產品質量的一致性和穩定性。
三、毛坯制造工藝
(一)鑄造工藝
鑄造是炮彈毛坯制造的常用方法之一。對于一些形狀復雜、內部有空心結構或特殊形狀要求的炮彈部件,如某些彈丸的頭部或藥筒的底部,鑄造工藝具有獨特的優勢。鑄造能夠一次性成型出接近最終形狀的毛坯,減少了后續加工的工作量。常用的鑄造方法包括砂型鑄造、熔模鑄造等。
砂型鑄造是最基本的鑄造方法,它以砂為造型材料,將熔化的金屬液澆入鑄型型腔中,冷卻凝固后獲得鑄件。砂型鑄造的優點是成本低、工藝簡單、適應性強,可以生產各種形狀和尺寸的鑄件。然而,其鑄件的精度相對較低,表面粗糙度較大,需要進行較多的后續機械加工來達到設計要求。在炮彈鑄造中,砂型鑄造常用于制造一些對精度要求不是特別高的大型藥筒毛坯或彈丸毛坯的粗加工。
熔模鑄造則是一種精密鑄造方法,它利用蠟模制作出與鑄件形狀相同的模型,然后在蠟模表面涂覆多層耐火材料,形成型殼。將蠟模熔化流出后,得到中空的型殼,再將金屬液澆入型殼中,冷卻凝固后獲得高精度的鑄件。熔模鑄造的優點是鑄件精度高、表面質量好,可以制造出形狀復雜、尺寸精度要求高的炮彈部件,如某些高精度引信外殼或小型彈丸的特殊形狀部分。但熔模鑄造的工藝復雜,成本較高,生產周期較長,適用于對精度和質量要求極高的少量或小批量炮彈部件的制造。

(二)鍛造工藝
鍛造工藝在炮彈毛坯制造中也占有重要地位,特別是對于一些承受高應力、需要高強度和良好韌性的炮彈部件,如彈丸的主體部分。鍛造是通過對金屬坯料施加壓力,使其產生塑性變形,從而獲得所需形狀和性能的毛坯。
鍛造工藝可以改善金屬的組織結構,使金屬內部的晶粒細化、組織致密,從而提高材料的強度、韌性和疲勞性能。常用的鍛造方法包括自由鍛和模鍛。自由鍛是將金屬坯料放在上下砧鐵之間,通過人工或機械施加沖擊力或壓力,使坯料逐步變形。自由鍛的靈活性大,可以鍛造各種形狀和尺寸的毛坯,但勞動強度大,生產效率低,精度相對較低,主要用于單件或小批量生產的大型炮彈毛坯或形狀簡單的毛坯制造。模鍛則是將金屬坯料放在模具型腔中,通過壓力機施加壓力,使坯料在模具的限制下變形,獲得與模具型腔形狀相同的毛坯。模鍛的生產效率高,精度高,表面質量好,可以鍛造出形狀復雜、尺寸精度要求高的炮彈部件,如彈丸的頭部和藥筒的筒體部分。但模鍛需要專門的模具,成本較高,適用于大批量生產。
在鍛造炮彈毛坯時,需要根據炮彈部件的形狀、尺寸、性能要求以及生產批量等因素選擇合適的鍛造方法和工藝參數。同時,為了保證鍛造質量,還需要對鍛造溫度、鍛造速度、變形程度等參數進行嚴格控制。例如,鍛造溫度過高會導致金屬晶粒粗大,降低材料性能;鍛造溫度過低則會使金屬變形困難,容易產生裂紋等缺陷。
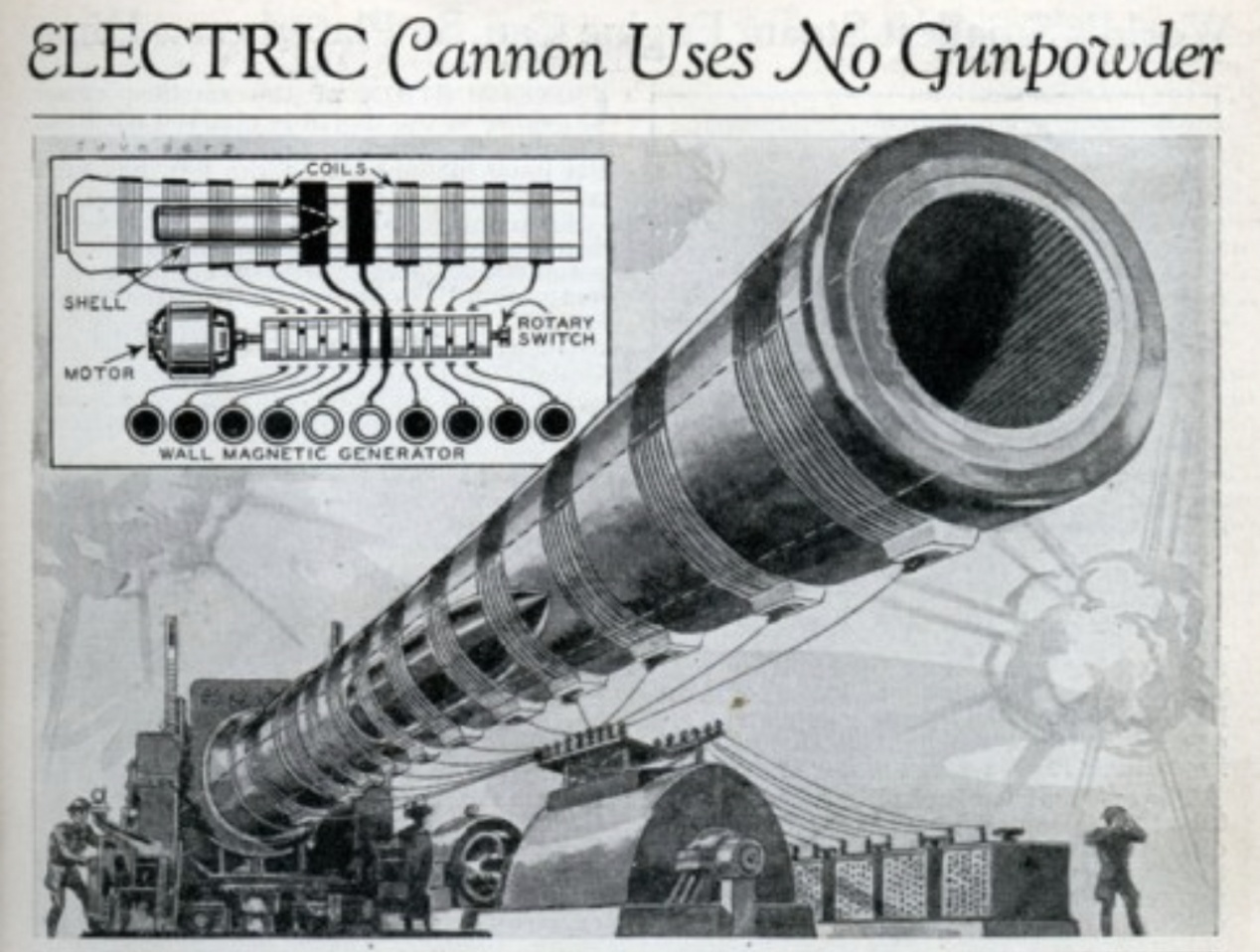
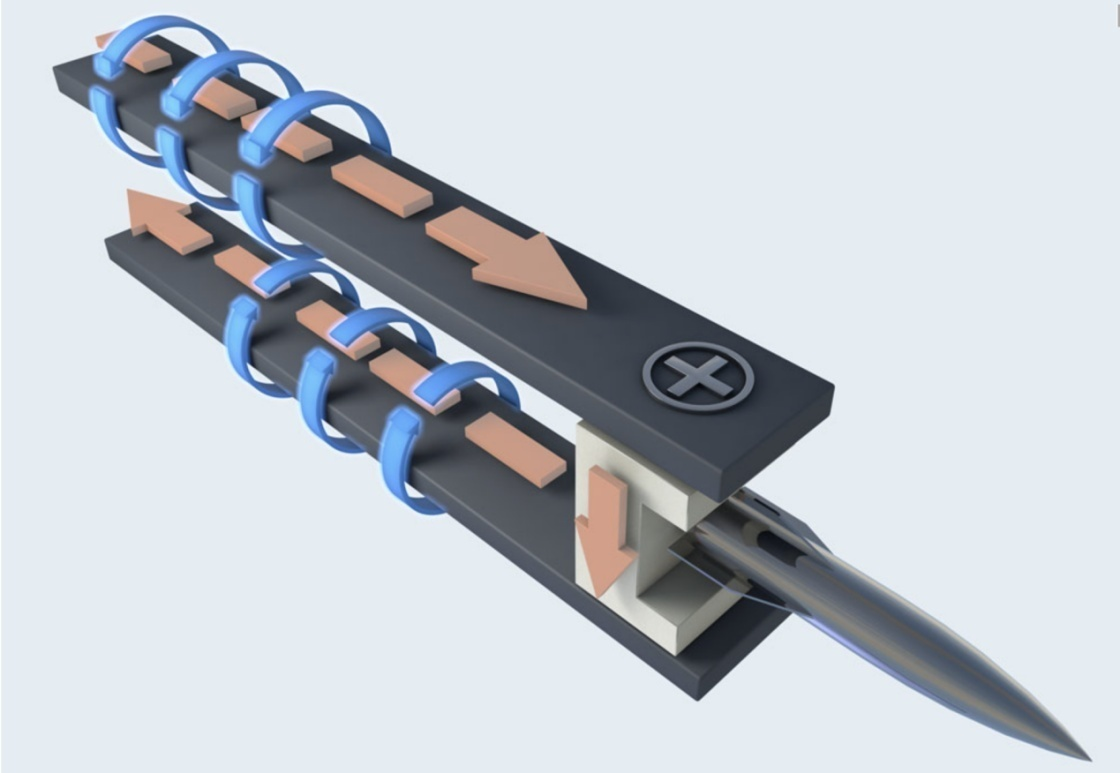
▲上世紀,雜志上刊登的線圈炮概念圖(圖源:Hacked Gadgets)
四、機械加工工藝
(一)車削加工
車削加工是炮彈制造中應用最廣泛的加工工藝之一,主要用于加工炮彈的回轉體表面,如彈丸的外圓、藥筒的筒體等。車削加工通過車床的主軸帶動工件旋轉,刀具沿工件軸向或徑向移動,切除工件上多余的金屬材料,從而獲得所需的形狀和尺寸。
在車削彈丸外圓時,通常采用高精度的數控車床,以保證彈丸外圓的尺寸精度和形狀精度。車削工藝可以根據彈丸的設計要求,加工出不同直徑和長度的外圓表面。例如,對于一些具有特殊外形要求的彈丸,如棗核彈丸,車削加工可以通過控制刀具的運動軌跡,精確地加工出其曲線外形。車削加工的精度主要取決于車床的精度、刀具的質量以及加工工藝參數的選擇。為了提高車削精度,可以采用高速切削、精密刀具、優化切削參數等方法。同時,在車削過程中,還需要對工件進行有效的夾緊和定位,以防止工件在加工過程中發生位移或振動,影響加工精度。
對于藥筒筒體的車削加工,除了保證外圓尺寸精度和形狀精度外,還需要嚴格控制藥筒的內徑和壁厚。藥筒內徑的精度直接影響其與彈丸的配合精度,而壁厚的均勻性則關系到藥筒在發射時的強度和可靠性。在車削藥筒筒體時,通常采用內孔車刀和外圓車刀配合使用,先加工外圓,再加工內孔,以保證內外圓的同軸度。同時,為了提高加工效率和精度,還可以采用多刀切削、自動上下料等先進的車削工藝技術。

美國XM982 神劍制導炮彈
(二)銑削加工
銑削加工主要用于加工炮彈部件的平面、溝槽、齒形等非回轉體表面。在炮彈制造中,銑削加工常用于彈丸的尾翼加工、藥筒的底部形狀加工以及引信部件的外形加工等。
銑削加工通過銑床的主軸帶動銑刀旋轉,工件在工作臺上作進給運動,銑刀與工件之間的相對運動切除工件上多余的金屬材料。根據銑刀的形狀和運動方式不同,銑削加工可分為端銑、周銑、立銑、臥銑等多種方式。例如,在加工彈丸尾翼時,通常采用立銑刀進行端銑,將彈丸毛坯裝夾在分度頭上,通過分度頭的旋轉和工作臺的進給運動,精確地加工出尾翼的形狀和尺寸。銑削加工的精度主要取決于銑床的精度、銑刀的幾何參數、切削參數以及工件的裝夾方式等。為了提高銑削精度,可以采用高精度的數控銑床、硬質合金銑刀、優化切削參數以及合理的裝夾定位方法等。同時,在銑削過程中,還需要對銑削力、銑削熱等因素進行有效控制,以防止工件產生變形或表面燒傷等缺陷。
(三)鉆孔與鏜孔加工
鉆孔與鏜孔加工是炮彈制造中用于加工內孔的重要工藝。鉆孔主要用于在炮彈部件上加工出初始的孔,如藥筒底部的傳火孔、彈丸內部的裝藥孔等。鉆孔通常采用麻花鉆在鉆床上進行,鉆孔時,鉆頭繞自身軸線旋轉,同時沿軸向進給,切除孔內的金屬材料。鉆孔的精度相對較低,表面粗糙度較大,主要用于加工精度要求不高的粗孔。在鉆孔過程中,需要合理選擇鉆頭的材質、幾何參數和切削參數,以提高鉆孔效率和質量,同時要注意排屑和冷卻,防止鉆頭過熱和折斷。
鏜孔加工則是用于對已鉆孔或鑄造、鍛造出的孔進行精加工,以提高孔的尺寸精度、形狀精度和表面質量。在炮彈制造中,對于藥筒的內徑、彈丸內部的深孔等精度要求較高的內孔,通常需要進行鏜孔加工。鏜孔加工可以在鏜床上或車床上進行,通過鏜刀的旋轉和進給運動,對孔壁進行切削加工。為了提高鏜孔精度,可以采用高精度的鏜床、微調鏜刀、浮動鏜刀等先進的鏜孔工具,同時要嚴格控制切削參數和鏜刀的磨損情況,確保孔的尺寸一致性和形狀精度。例如,在加工藥筒內徑時,采用浮動鏜刀可以有效地補償鏜刀的安裝誤差和機床主軸的徑向跳動,提高藥筒內徑的加工精度和表面質量。

(四)磨削加工
磨削加工是炮彈制造中用于提高零件表面質量和精度的最后一道精加工工序。磨削加工主要用于加工炮彈部件的外圓、內孔、平面等表面,如彈丸外圓的超精加工、藥筒內孔的鏡面磨削等。
磨削加工通過磨床的砂輪高速旋轉,對工件表面進行微量切削,去除工件表面的微小余量,從而獲得極高的表面光潔度和尺寸精度。磨削加工的精度可以達到微米級甚至更高,表面粗糙度可以達到 Ra0.1 微米以下。在磨削彈丸外圓時,通常采用無心外圓磨床或高精度的萬能外圓磨床,通過控制砂輪的轉速、進給量和磨削深度等參數,精確地加工出彈丸外圓的最終尺寸和表面質量。對于藥筒內孔的磨削,則采用內圓磨床,使用特制的內圓砂輪進行加工。在磨削過程中,需要合理選擇砂輪的材質、粒度、硬度等參數,同時要注意磨削液的使用,以降低磨削溫度,減少工件表面燒傷和裂紋等缺陷的產生。此外,為了保證磨削精度的穩定性,還需要對磨床進行定期的精度檢測和調整,確保砂輪與工件之間的相對運動精度。
五、熱處理與表面處理工藝
(一)熱處理工藝
熱處理是炮彈制造中不可或缺的重要環節,它能夠顯著改善炮彈材料的組織結構和性能,提高炮彈的強度、硬度、韌性、耐磨性等性能指標,滿足炮彈在發射和使用過程中的各種性能要求。
常見的熱處理工藝包括淬火、回火、退火、正火等。淬火是將炮彈部件加熱到臨界溫度以上,保溫一定時間后迅速冷卻的熱處理工藝。淬火可以使鋼件獲得高硬度和高強度,但淬火后的工件脆性較大,需要及時進行回火處理。回火是將淬火后的工件加熱到低于臨界溫度的某一溫度范圍,保溫一定時間后冷卻的工藝。回火可以消除淬火應力,降低工件的脆性,調整工件的硬度和韌性,使其獲得良好的綜合力學性能。例如,對于彈丸的主體部分,通常先進行淬火處理,提高其硬度和強度,然后進行回火處理,使其在保持一定硬度的同時,具有足夠的韌性,以防止在發射時發生破裂。
退火是將炮彈部件加熱到適當溫度,保溫一定時間后緩慢冷卻的熱處理工藝。退火可以消除工件的殘余應力,改善工件的切削加工性能,細化晶粒,為后續的淬火等熱處理工藝做好組織準備。正火是將工件加熱到臨界溫度以上,保溫一定時間后在空氣中冷卻的工藝。正火可以使工件獲得比退火更高的強度和硬度,同時改善工件的切削加工性能和組織結構。在炮彈制造中,根據不同部件的材料、形狀、尺寸和性能要求,選擇合適的熱處理工藝和工藝參數,通過精確控制加熱溫度、保溫時間、冷卻速度等參數,確保熱處理質量的穩定性和一致性。

(二)表面處理工藝
表面處理工藝主要用于提高炮彈部件的表面性能,如耐腐蝕性、耐磨性、潤滑性等,同時還可以起到裝飾作用。在炮彈制造中,常見的表面處理工藝包括電鍍、磷化、發藍等。
電鍍是在炮彈部件表面鍍上一層金屬或合金鍍層的表面處理工藝。例如,鍍鉻可以提高彈丸表面的硬度、耐磨性和耐腐蝕性,常用于彈丸的外表面處理;鍍鋅可以提高藥筒的耐腐蝕性,防止藥筒在儲存和使用過程中生銹。電鍍工藝的關鍵是控制電鍍液的成分、溫度、電流密度等參數,以保證鍍層的質量和厚度均勻性。磷化是將炮彈部件放入含有磷酸鹽的溶液中進行處理,在工件表面形成一層磷化膜。磷化膜可以提高工件的耐腐蝕性和潤滑性,有利于炮彈在裝配和使用過程中的操作。發藍處理則是將工件在特定的化學溶液中加熱氧化,使工件表面形成一層藍色或黑色的氧化膜,主要起到裝飾和一定的防銹作用。在表面處理過程中,需要嚴格按照工藝規程操作,確保表面處理質量符合要求,同時要注意環境保護,妥善處理表面處理過程中產生的廢水、廢氣等污染物。

六、機械加工工藝的質量控制與檢測
(一)質量控制體系
炮彈制造過程中的機械加工工藝質量控制至關重要,它直接關系到炮彈的性能和可靠性。為了確保機械加工工藝質量,建立一套完善的質量控制體系是必不可少的。質量控制體系應涵蓋從原材料檢驗、加工過程控制到成品檢驗的全過程。
在原材料檢驗環節,要對用于炮彈制造的金屬材料進行嚴格的化學成分分析、力學性能測試等,確保原材料的質量符合設計要求。例如,對合金鋼材料進行碳、硅、錳、鉻、鎳等元素的含量檢測,以及拉伸強度、屈服強度、沖擊韌性等力學性能測試。在加工過程控制中,要對每一道機械加工工序進行嚴格的工藝參數監控,如車床的轉速、進給量、切削深度,銑床的銑削速度、銑削力等。通過采用先進的傳感器技術和自動化控制系統,實時監測加工過程中的各項參數,并及時調整偏差,確保加工過程的穩定性和一致性。同時,要加強對加工設備的定期維護和保養,保證設備的精度和性能處于良好狀態。
成品檢驗是質量控制的最后一道防線,要對加工完成的炮彈部件進行全面的精度檢測、性能測試和外觀檢查。例如,采用三坐標測量儀對彈丸的尺寸精度和形狀精度進行精確測量,利用無損檢測技術對炮彈內部結構進行探傷檢測,檢查藥筒的氣密性等性能指標,以及對炮彈的外觀進行目視檢查,確保表面無劃傷、裂紋、銹蝕等缺陷。

美國陸軍的M982“神劍”155mm炮彈
(二)檢測技術與設備
在炮彈制造的機械加工工藝質量控制中,采用了多種先進的檢測技術和設備。
三坐標測量儀是一種高精度的測量設備,它可以通過測量工件上多個點的坐標位置,精確計算出工件的尺寸、形狀、位置等幾何參數。在炮彈制造中,三坐標測量儀廣泛用于彈丸、藥筒等部件的尺寸精度和形狀精度檢測,能夠快速、準確地檢測出加工誤差,并為質量控制提供可靠的數據支持。無損檢測技術也是炮彈質量檢測的重要手段之一,包括超聲波檢測、射線檢測、磁粉檢測等。超聲波檢測可以用于檢測炮彈內部的缺陷,如裂紋、氣孔等;射線檢測則可以對炮彈內部結構進行透視成像,直觀地觀察內部缺陷情況;磁粉檢測主要用于檢測鐵磁性材料表面和近表面的缺陷。這些無損檢測技術能夠在不破壞工件的前提下,有效地檢測出炮彈部件的內部和表面缺陷,保證炮彈的質量和安全性。
此外,還有一些專用的檢測設備用于炮彈特定性能的檢測。例如,用于檢測藥筒壁厚均勻性的壁厚測量儀,通過發射超聲波或采用激光測量等方式,精確測量藥筒不同部位的壁厚;用于檢測彈丸重心位置的重心測量儀,通過測量彈丸在不同姿態下的重力分布,計算出彈丸的重心位置,確保彈丸在飛行過程中的穩定性。

三種“神劍”炮彈
七、結論
炮彈制造過程中的機械加工工藝是一個復雜而精細的系統工程,涵蓋了毛坯制造、車削加工、銑削加工、鉆孔與鏜孔加工、磨削加工、熱處理與表面處理以及質量控制與檢測等多個環節。每個環節都對炮彈的最終性能有著重要的影響,任何一個環節出現問題都可能導致炮彈性能下降甚至失效。隨著現代科技的不斷進步,炮彈制造的機械加工工藝也在不斷發展和創新,高精度加工設備、先進的加工工藝技術以及智能化的質量控制與檢測手段的應用,將進一步提高炮彈制造的質量和效率,滿足現代戰爭對高性能炮彈的需求。同時,在炮彈制造過程中,還需要嚴格遵循相關的標準和規范,加強質量控制與管理,確保每一發炮彈都具有可靠的性能和質量,為國家的國防安全提供堅實的保障。
——————————————————
**作者簡介:**封崇崇,男,江蘇沛縣人,大學學歷,高級工程師。國家注冊質量管理體系(QMS)審核員、國家注冊環境管理體系(EMS)審核員、國家注冊職業健康安全管理體系(OHSMS)審核員、國家注冊服務認證審查員、國家注冊溫室氣體核查員。現為財政部政府采購評審專家、山東省科技專家(山東省科技廳)、山東省工業和信息化廳專家、山東省政府采購評標專家、科普中國專家、科學辟謠專家、科創中國專家、泰山科普名家。
來源: 封崇崇
